94 Umwelt
punkt war in diesem Jahr die Optimierung von Kühlanla-
gen, unter anderem am ACTEGA Standort in Grevenbroich.
Damit erzielte das Unternehmen mehrere Verbesserungen.
Unter anderem können die Produkte auf deutlich niedrigere
Temperaturen gekühlt werden, wodurch weniger Lösemit-
tel verdunsten. Zudem wird dadurch das Gelieren bei einigen
empfindlichen Produkten vermieden. So können die Produkte
schneller hergestellt werden.
ECKART nahm am Standort Güntersthal eine neue Kältemaschine
mit Freikühlfunktion in Betrieb. Damit werden
jährlich ca. 29 Tonnen CO² eingespart. Zudem optimierte
der Geschäftsbereich die Kälteversorgung in einigen Produktionsbereichen
weiter. Das führte zu einer Reduktion von
ca. 37 Tonnen CO².
In weiteren Projekten wurde die Energieeffizienz durch
Austausch von unterschiedlichen Anlagenteilen verbessert.
So konnte ELANTAS Europe beispielweise durch den Einbau
hocheffizienter Elektromotoren an allen italienischen Standorten
den CO²-Ausstoß insgesamt um rund 60 Tonnen pro
Jahr senken. Auch ECKART baute an den Standorten
Güntersthal und Wackersdorf Elektromotoren mit verbesserter
Effizienz ein. Dadurch und durch die Optimierung der
Prozesse wurde insgesamt eine Einsparung von ungefähr 75
Tonnen CO² erreicht.
Zur Verbesserung der Wärmeversorgung wurden unter
anderem an den US-Standorten Painesville (ECKART) und
St. Louis (ELANTAS) neue Boiler und Lüftungskomponenten
eingebaut. ECKART erneuerte in Schererville das gesamte
Heiz- und Lüftungssystem. ACTEGA installierte in Grevenbroich
neue Motoren für die Raumluft. Diese Maßnahmen
führten ebenfalls zur Reduktion von CO²-Emissionen.
Die in den vergangenen Jahren bereits begonnene Optimierung
der Druckluftversorgung, zum Beispiel durch Austausch
von Kompressoren beziehungsweise durch Absenken
des Drucks im Leitungssystem, wurde auch im Berichts-
jahr weiter fortgesetzt. Diese Projekte an den Standorten
Bremen (ACTEGA), Schererville (ECKART) sowie Cerquilho
und St. Louis (beide ELANTAS) führten zu einer CO²-Einspa-
rung von insgesamt 167 Tonnen.
Verantwortungsvoller Umgang mit der
Ressource Wasser
Wasser spielt in vielen Produktionsvorgängen bei ALTANA
eine wichtige Rolle, und daher unternimmt der Spezialchemiekonzern
vielfältige Anstrengungen, mit dieser Ressource
schonend umzugehen. Wasser wird in der chemischen
Industrie als Rohstoff, als Reinigungsmittel und als Kühlmittel
eingesetzt. Ziel von ALTANA ist es, den Wasserverbrauch
so gering wie möglich zu halten und es als Kühlmedium in
geschlossenen Kreisläufen zu nutzen.
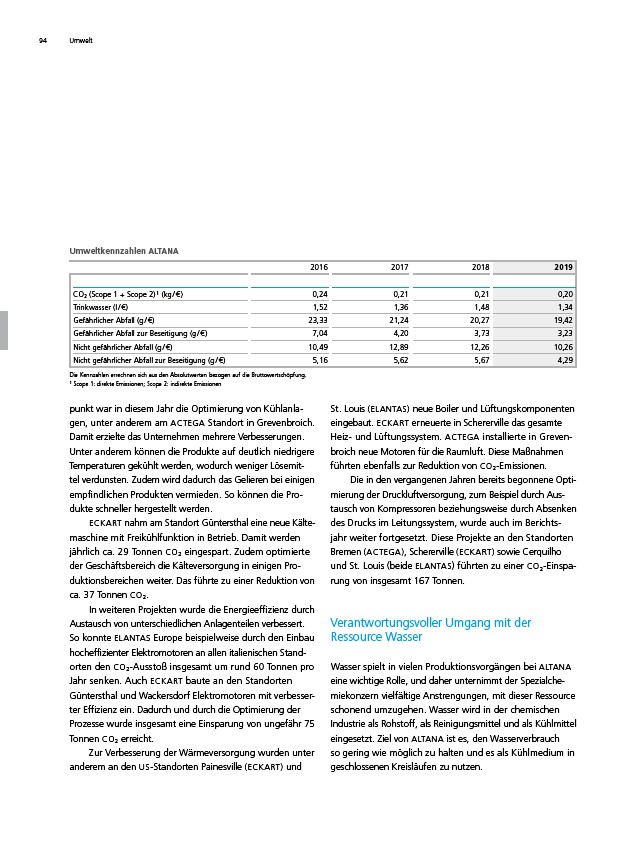
Umweltkennzahlen ALTANA
2016 2017 2018 2019
CO² (Scope 1 + Scope 2) ¹ (kg / € ) 0,24 0,21 0,21 0,20
Trinkwasser (l / € ) 1,52 1,36 1,48 1,34
Gefährlicher Abfall (g / € ) 23,33 21,24 20,27 19,42
Gefährlicher Abfall zur Beseitigung (g / € ) 7,04 4,20 3,73 3,23
Nicht gefährlicher Abfall (g / € ) 10,49 12,89 12,26 10,26
Nicht gefährlicher Abfall zur Beseitigung (g / € ) 5,16 5,62 5,67 4,29
Die Kennzahlen errechnen sich aus den Absolutwerten bezogen auf die Bruttowertschöpfung.
¹ Scope 1: direkte Emissionen; Scope 2: indirekte Emissionen