Brief des Vorstands | Über diesen Bericht | Management von Nachhaltigkeit | Organe und Management der Gesellschaft | Bericht des Aufsichtsrats | Klimaschutz bei ALTANA | Konzernlagebericht | Produkte | Sicherheit und Gesundheit | Umwelt | Personal | Gesellschaftliches Engagement | Konzernabschluss (Kurzfassung) | Mehrjahresübersicht | Fortschrittsmitteilungen zu Global Compact | ALTANA weltweit | Anteilsbesitzliste | Übersicht zum Bericht | Kontakt
Umwelt
Umweltverträgliches Wirtschaften ist zentraler Bestandteil der unternehmerischen Strategie von ALTANA. Unser Ziel ist es, den Energieverbrauch an allen Standorten und in allen Bereichen kontinuierlich zu senken. Auch in anderen umweltrelevanten Bereichen, beispielsweise beim Abfall und beim Verbrauch von Trinkwasser, setzen wir diesen Anspruch um.

Verbesserungen in der Umweltperformance
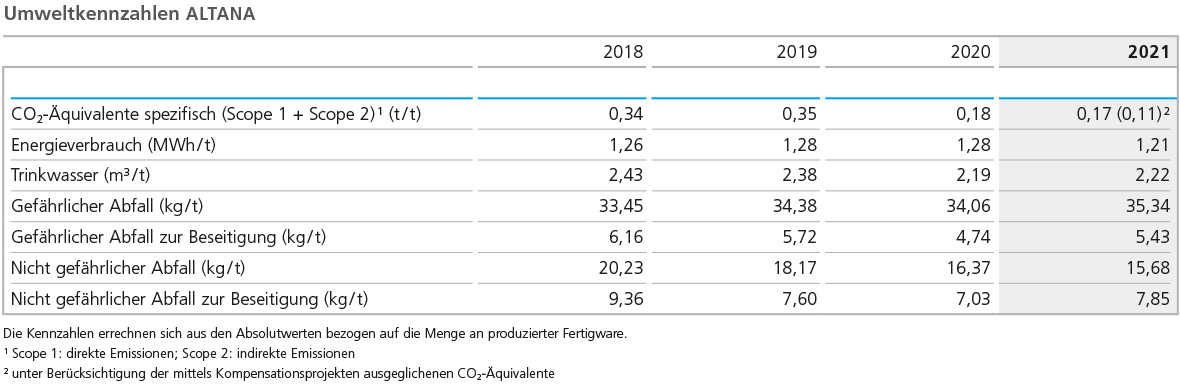
Die ALTANA Gruppe misst den Fortschritt im Bereich Umweltschutz mithilfe spezifischer Kennzahlen. Neben den absoluten Werten werden die Zahlen in Bezug zur Menge der hergestellten Fertigwaren gesetzt. Für den Energieverbrauch, den Wasserverbrauch und die Abfallmengen bezogen auf die Menge der hergestellten Fertigwaren legt ALTANA jährlich Obergrenzen fest. Die Entwicklung dieser Kennzahlen ist im Dokument „Zahlen und Fakten zur Nachhaltigkeit 2021“ veröffentlicht.
Der Energieverbrauch der ALTANA Gruppe erhöhte sich im Geschäftsjahr 2021 auf 743.304 Megawattstunden im Vergleich zu 668.493 Megawattstunden im Vorjahr, begründet durch den deutlichen Anstieg der globalen Wirtschaftsleistung und der daraus resultierenden Nachfrage. So stieg die Menge an produzierten Fertigwaren von 523.730 Tonnen (2020) auf 612.089 Tonnen (2021). Auch aufgrund dieser Steigerung sank der spezifische Energieverbrauch von 1,28 MWh pro Tonne produzierter Fertigwaren (2020) auf 1,21 MWh pro Tonne produzierter Fertigwaren (2021).
ALTANA stellte bereits im Jahr 2020 den globalen Strombezug über Herkunftszertifikate auf erneuerbare Quellen um und investierte im Berichtsjahr auch erstmalig in Kompensationsprojekte. Hierbei wird auf höchste Standards geachtet und darauf, dass die Projekte im Einklang mit den Sustainable Development Goals der Vereinten Nationen sind. Im Berichtsjahr kompensierte ALTANA 32,9% der Scope 1-Emissionen. Seit 2020 veröffentlichen wir auch die CO2-Äquivalente, die neben CO2 weitere Treibhausgase wie zum Beispiel Distickstoffmonoxid (N2O) beinhalten. Der Wert für 2021 beträgt 102.851 Tonnen. Die Treibhausgasemissionen erhöhten sich hierbei unterproportional um rund 11% gegenüber dem Vorjahr. Hiervon werden 69.500 Tonnen CO2-Äquivalente (davon 68.144 Tonnen für Scope 1 und 1.356 Tonnen für Scope 2 aus dem Bezug von Strom, Dampf, Fernwärme und Druckluft nach der „market-based“ Methode) an unvermeidbaren Treibhausgasemissionen verursacht, die nicht durch Kompensation ausgeglichen wurden. Zusätzlich entfielen auf die biogenen Treibhausgasemissionen 222 Tonnen CO2-Äquivalente.
Durch das beschriebene Mengenwachstum stieg die Menge gefährlicher Abfälle im Berichtszeitraum von 17.836 Tonnen im Vorjahr auf 21.634 Tonnen. Die Kennzahl bezogen auf die Menge produzierter Fertigwaren ist leicht gestiegen von 34,1 kg/t auf 35,3 kg/t. Die Menge an ungefährlichen Abfällen stieg unterproportional um 12% von 8.573 Tonnen auf 9.598 Tonnen. Die Kennzahl bezogen auf produzierte Fertigwaren konnte somit von 16,4 kg/t auf 15,7 kg/t reduziert werden. Die Gründe für die verbesserte Abfallmengenbilanz liegen unter anderem in der Optimierung von Produktionsprozessen und der Wiederverwendung von Nebenprodukten (Details finden sich im Dokument „Zahlen und Fakten zur Nachhaltigkeit 2021“).
Beim Wasserverbrauch zeigte sich ebenfalls das Mengenwachstum und auch der Wechsel hin zu wasserbasierten Produkten. So erhöhte sich der Verbrauch an Trinkwasser von 1,15 Mio. Kubikmeter im Vorjahr auf 1,36 Mio. Kubikmeter im Berichtsjahr. Die daraus abgeleitete Kennzahl auf Basis der Menge an produzierten Fertigwaren betrug 2,22 m³/t (Vorjahr: 2,19 m³/t).
Insgesamt wurden 651.955 Tonnen Rohstoffe benötigt. Davon entfielen 442.382 Tonnen auf fossile Rohstoffe, 27.834 Tonnen auf erneuerbare Rohstoffe, 129.241 Tonnen auf nicht-fossile und nicht-erneuerbare Rohstoffe sowie 52.499 Tonnen auf Wasser. Detaillierte Angaben zum Ressourcen- und Energieverbrauch von ALTANA (differenziert nach Strom, Erdgas und Öl) sowie die Umweltkennzahlen finden sich unter www.altana.de/zahlen_fakten_nachhaltigkeit_2021.
Im Berichtsjahr 2021 erfüllten 90% der Produktionsstandorte der ALTANA Gruppe den ISO 14001 Standard für Umweltmanagement. Neue Standorte sind häufig noch nicht ISO 14001 zertifiziert und haben dafür drei Jahre Zeit. Diese Standorte sind aber schon in der Gesamtzahl der Produktionsstandorte enthalten. Zehn Standorte verfügen darüber hinaus über eine Zertifizierung ihres Energiemanagements nach ISO 50001.
Auf Kurs für Klimaneutralität bis 2025
ALTANA stellt seine Treibhausgasemissionen bei Produktion und Energiebezug bis 2025 weltweit auf null. Die Neutralstellung umfasst die eigene Produktion, Verwaltung und Forschung. Enthalten sind Treibhausgasemissionen, die aus der Verbrennung von fossilen Energieträgern, vor allem Erdgas, entstehen (Scope 1). Zusätzlich gehören die indirekten Treibhausgasemissionen aus dem Verbrauch von Energie insbesondere in Form von Strom (Scope 2) dazu. Darüber hinaus beinhaltet die Neutralstellung bis 2025 auch die durch notwendige Geschäftsreisen, Dienstwagen und Warentransporte entstehenden Treibhausgasemissionen (Scope 3). Das heißt, dass für die genannten Bereiche der Ausstoß von Treibhausgasen in die Umwelt vermieden beziehungsweise durch geeignete Maßnahmen kompensiert wird. Damit trägt ALTANA zu dem auf der UN-Klimaschutzkonferenz im Jahr 2015 in Paris verabschiedeten und im Jahr 2021 in Glasgow bestätigten Klimaziel bei, die Erderwärmung auf 1,5 °C zu begrenzen.
Im Berichtszeitraum hat ALTANA seine Klimaschutzziele konsequent verfolgt und die Energietransformation weiter vorangetrieben. Hierzu tragen alle Standorte bei.
Um unnötigen Energieverbrauch zu vermeiden, wurden Betriebsprozesse überprüft und Anlagen und Maschinen identifiziert, die zeitweise abgeschaltet bzw. in einem reduzierten Betriebszustand laufen können, ohne die betrieblichen Abläufe und die Sicherheit zu beeinträchtigen. Beispielhaft sind hierbei Lüftungsanlagen und Beleuchtungssysteme zu nennen oder auch Wärmekammern. Zusammen können so Energieeinsparungen in Höhe von rund 52 MWh pro Jahr realisiert werden. ECKART nahm am Standort in Hartenstein zudem einen Kühlturm außer Betrieb, wodurch pro Jahr mehr als 15 MWh eingespart werden. Modernste Energieüberwachungs- und Energiemanagementsysteme, zum Beispiel bei ECKART am Standort Zhuhai, sorgen dafür, dass solche unnötigen Verbräuche identifiziert werden. Auch optimierte Herstellprozesse können zur Energieeffizienz beitragen. Mit dem ALTANA Excellence Programm werden solche Anpassungen systematisch erarbeitet und umgesetzt. Verbesserungen erzielte der Konzern auch im Bereich der Heiz-/Kühlsysteme und Lüftungsanlagen. So wurden bei ACTEGA in Frankreich in Büros und Besprechungsräumen reversible Klimaanlagen installiert. Sie sind in der Lage, Wärme aus einem Raum aufzunehmen und in das firmeneigene Heizsystem einzuspeisen. Zusätzlich können sie Räume auch entsprechend kühlen. Durch den Einbau eines neuen Thermalölheizsystems am ELANTAS Standort in Ascoli sank der Energieverbrauch um 8%. Am gleichen Standort wurde auch das Kühlsystem erneuert, womit weitere Energieeinsparungen erzielt werden. Und auch die ELANTAS Standorte in Quattordio (Italien) und St. Louis (USA) haben damit begonnen, ihre Kühlsysteme bzw. Dampferzeuger zu optimieren.
Einen weiteren wichtigen Beitrag liefert die Umstellung der vorhandenen Beleuchtungssysteme auf energieeffizientere Alternativen, zum Beispiel LED. Dazu wurden an unterschiedlichen Standorten der vier Geschäftsbereiche entsprechende Projekte durchgeführt. Allein bei BYK-Gardner in Geretsried lassen sich so rund 140 MWh pro Jahr einsparen. Zusätzlich achten die Geschäftsbereiche bei der Anschaffung von neuen Maschinen und Geräten auf eine hohe Energieeffizienz. Beispielsweise führt der Wechsel von drei Bestandsmotoren hin zu Motoren der höchsten Wirkungsgradklasse IE4 bei ECKART an den Standorten Hartenstein und Wackersdorf zu einer Reduktion von mehr als 50 MWh pro Jahr. Ein Konzept, das auch in anderen Geschäftsbereichen Anwendung findet.
Für die Nachbehandlung von Emissionen bei Produktionsprozessen werden an verschiedenen Standorten Anlagen zur thermischen Nachverbrennung unter Einsatz von Erdgas betrieben. ELANTAS hat am Standort in Ascoli seine thermische Nachverbrennung weiter optimiert und den Erdgasverbrauch bezogen auf die Menge an hergestellten Fertigwaren um 15% verringert. BYK installierte in Wesel eine erdgasfreie Alternative zur Abgasaufbereitung in Form eines Gaswäschers.
Der Verzicht auf fossile Energieträger stellt für ALTANA eine wichtige Säule auf dem Weg zur Klimaneutralität dar. So wurde unter der Mitwirkung aller Standorte ein Fahrplan mit konkreten Projekten aufgestellt, um eine komplette Energietransformation zu erreichen. Durch die Benennung von entsprechenden Teams wird die Umsetzung der Projekte sichergestellt. ACTEGA North America evaluiert Optionen, die aktuell vorhandenen Erdgasbrenner durch elektrische zu ersetzen. Am ACTEGA Standort in Spanien erfolgte die Umstellung auf ein CO2-neutrales Heiz-/Kühlsystem. Und natürlich achtet ALTANA bei der Energietransformation auch auf die vermeintlich kleinen Dinge. So wurden 2021 an verschiedenen Standorten diesel- oder gasbetriebene Gabelstapler durch elektrisch betriebene ersetzt. In den Fällen, in denen Standorte aktuell keinen zertifizierten Grünstrom direkt vom lokalen Stromanbieter beziehen können, werden sogenannte Herkunftszertifikate für Strom aus erneuerbaren Quellen gemäß den anerkannten Qualitätsstandards (zum Beispiel CoO für Europa, IREC für China und GREEN-E für die USA) erworben. 2021 betrug die Menge 263.455 MWh.
Parallel arbeitet ALTANA intensiv an weiteren Möglichkeiten, zum Beispiel dem Direktbezug aus nachhaltigen Energiegewinnungsanlagen. Auch erzeugen einige ALTANA Standorte bereits selbst Energien aus erneuerbaren Quellen. ELANTAS betreibt in Ascoli, Collecchio und in Pune sowie BYK in Deventer eigene Photovoltaik-Anlagen. ECKART in Hartenstein gewinnt zusätzlich Strom aus einem Wasserkraft-Generator und BYK in Denekamp nutzt Biogas zur Energieerzeugung. Insgesamt erzeugt und nutzt ALTANA bereits 2.840 MWh/Jahr aus erneuerbaren Energien.
ALTANA kompensierte im Berichtsjahr zudem 33.351 Tonnen Treibhausgasemissionen aus dem nicht vermeidbaren Einsatz von Erdgas durch die Finanzierung gleichwertiger Klimaschutzprojekte in den Regionen, in denen die Treibhausgasemissionen entstehen.
Verantwortungsvoller Umgang mit der Ressource Wasser
Wasser spielt in vielen Produktionsvorgängen bei ALTANA eine wichtige Rolle. Daher unternimmt der Spezialchemiekonzern vielfältige Anstrengungen, mit dieser Ressource schonend umzugehen. Wasser wird in der chemischen Industrie als Rohstoff, als Reinigungsmittel und als Kühlmittel eingesetzt. Ziel von ALTANA ist es, den Wasserverbrauch so gering wie möglich zu halten und die Ressource als Kühlmedium in geschlossenen Kreisläufen zu nutzen.
Im Berichtsjahr konnten wir den Wasserverbrauch an mehreren Standorten deutlich senken. Durch Optimierungsmaßnahmen verringerte ELANTAS am Standort in Ascoli den Verbrauch von Stadtwasser um mehr als 10% gegenüber dem Vorjahr. ECKART schloss in Hartenstein ein Projekt ab, das die Nutzung von Quellwasser um jährlich ca. 20.000 m³ reduziert. Durch diese Maßnahme wird die Nutzung des für die Kühlung von Vakuumpumpen verwendeten Wassers als Prozesswasser ermöglicht. Am Standort in Sedan führte ACTEGA eine Studie durch, die einen Wechsel von einem Kühlturm zu einer Kühleinrichtung in alternativer Bauweise ermöglicht. Hierdurch können jährlich ca. 500 m³ Kühlwasser eingespart werden.
Optimierung des Abfallmanagements
Im Zuge von chemischen Prozessen fallen Abfälle und Abwasser an. Betroffen sind im Wesentlichen die Produktionsstandorte.
Ziel von ALTANA ist es, Abwasser und Abfälle zu vermeiden oder zu reduzieren und damit die negativen Auswirkungen auf den Menschen und die Umwelt zu minimieren, unter anderem durch die Verwendung geeigneter Roh- und Reinigungsstoffe.
Die ALTANA Geschäftsbereiche konnten an zahlreichen Standorten die Abfallmengen durch Recycling verringern. So wurden bei ECKART in Painesville nicht mehr verwendbare Mahlkörper einem Recycling zugeführt und ca. 13 Tonnen an Abfall vermieden. Am ECKART Standort in Louisville gelang es ebenfalls, metallhaltige Abfallströme so aufzubereiten, dass sie einer Wiederverwertung zugeführt werden können. Durch den Einsatz effizienterer Reinigungsmittel und die Überarbeitung der Reinigungsvorschriften konnten an mehreren Standorten signifikante Mengen an Lösemitteln eingespart werden. Beispielhaft sind hier der ACTEGA Standort in Sedan (Frankreich) und ELANTAS Malaysia zu nennen. Auch der Geschäftsbereich BYK am US-Standort in Wallingford konnte den Lösemittelverbrauch durch eine Verfahrensoptimierung erheblich reduzieren. Dadurch werden jährlich ca. 170 Tonnen Abfall vermieden. Am BYK Standort in Kempen konnten die Mengen an TDI-haltigem Abfall signifikant reduziert werden. Diese Beispiele zeigen auf, wie ALTANA konsequent Verfahren optimiert und hierbei auch sein Programm ALTANA Excellence einsetzt.
Emissionen weiter verringert
Neben dem Treibhausgas CO2, welches hauptsächlich bei der Verbrennung von fossilen Brennstoffen entsteht, tragen flüchtige organische Verbindungen ebenfalls zu Emissionen bei. Diese Stoffe werden als „VOC“ (Volatile Organic Compounds) bezeichnet. Ziel von ALTANA ist es, diese Emissionen auch zukünftig so gering wie möglich zu halten. Um dies zu erreichen, stehen an vielen Standorten bereits verschiedene technische Möglichkeiten zur Verfügung. Im Berichtsjahr wurden weitere Maßnahmen zur Verringerung von Emissionen realisiert. ACTEGA baute am nordamerikanischen Standort in Charlotte neuartige Deckelsysteme ein, die zu einer besseren Absaugung und damit zu weniger Emissionen führen. ECKART in Schererville (USA) rüstete einen Rührkessel mittlerer Größe mit einem neuen Kondensator aus und schafft es so, VOC zu sammeln und in den normalen Abfall- bzw. Recyclingstrom zu überführen. Auch ELANTAS in Zhuhai beschäftigte sich intensiv mit dem Thema VOC-Vermeidung und schloss ein entsprechendes Projekt zu einer thermischen Nachverbrennung erfolgreich ab.
ECKART im finnischen Pori gelang es durch Umbau der Abluftanlage eines Kalzinierungsofens, das Entweichen von Stäuben zu vermeiden. Und BYK entwickelte am Standort im britischen Widnes einen neuartigen Katalysator auf Basis von Schichtsilikaten. Neben einer verbesserten Leistungsfähigkeit bei einer katalytischen Reaktion ist damit auch die Produktform homogener und führt zu weniger Staub.
Neben der Verringerung der Mengen an VOC steht bei ALTANA auch die stetige Verbesserung der Geräuschemissionen im Vordergrund. So gelang es ACTEGA am Standort in Vigo (Spanien), die Geräuschbelastung bei den Kompressoren zu reduzieren. ELANTAS in Ascoli (Italien) konnte durch eine Investition in neue magnetgesteuerte Pumpen und weiteres Equipment sowohl den Geräuschpegel als auch weitere Emissionen verringern.